
返回 问答中心
方形钢管两面加工应用实例 - 双头铣床
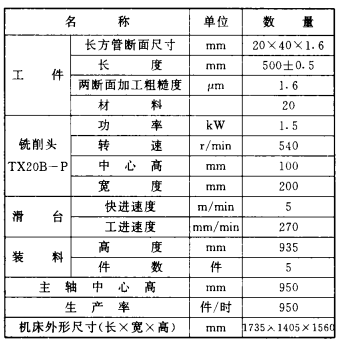
工件为方形钢管产品,半自动双头铣床。机床的主要技术性能参数如下图所示。
双头铣床的工作原理
机床的主传动选择TX20B铣头。 用皮带传动,传动平稳,噪音低,过载保护进给运动的专用滑台由气液组合缸驱动,工件的夹紧,进给和卸料全部由气缸驱动。因此机床的进给运动和各种辅助运动实现了单个气动动力源。 双头铣床的每个动作的转换是按下阻止按下行程开关,发送电子信号,然后更换电磁阀以控制气缸的运动。
为了确保工件夹紧的可靠性,在夹紧气体通道中设有压力继电器。为了改变夹紧力的大小,在夹紧空气通道中设置减压阀。气动系统入口处有三个大型气动元件,即分水器,减压阀和油雾器,有效净化空气,调节气动压力,保证润滑。
消声器安装在气动系统的排气口,有效控制排气噪音。机床的电子控制系统使用可编程控制器,因此,整个机床系统实现了机电液的集成。

双头铣床的主要结构特点
气液组合驱动系统采用压缩空气作为动力介质,促进特殊滑台的运动,并以油为控制介质,调整特殊滑台的运动速度,实现优化组合;因此,利用了空气介质的经济实用性。输油稳定,可实现无级调速的优越性。
由于气体和液体的适当混合,实现了结构紧凑,成本低,制造周期短,效率高的综合目的。
特殊滑块的动作循环表是:快进-工进,快进-停留-回原点。

第一次快速进入转换是通过机械结构完成的,其快速进度和工作进度可通过双螺母进行调整。
当工人进入第二次快进转换并在停止后撤退时,触摸开关按下该块发送电子信号并命令电磁阀实现。
此双头铣床提高了劳动生产率,满足了产品激增的需要,改善了工人的工作条件。
隆昌精机有限公司 版权所有 © Copyright 2018